In paragraaf 5 zoomden we in op de besturing van de goederenstroom. We kunnen ook verder inzoomen op het transformatieproces, op de ‘operationele stap’, die in werkelijkheid vaak zal bestaan uit een aantal aan elkaar gerelateerde deelprocessen of activiteiten. We komen opnieuw een beperkt aantal vormen tegen, die we kunnen gebruiken als basismodellen. Ieder met een kenmerkende vorm (zie figuur 1).
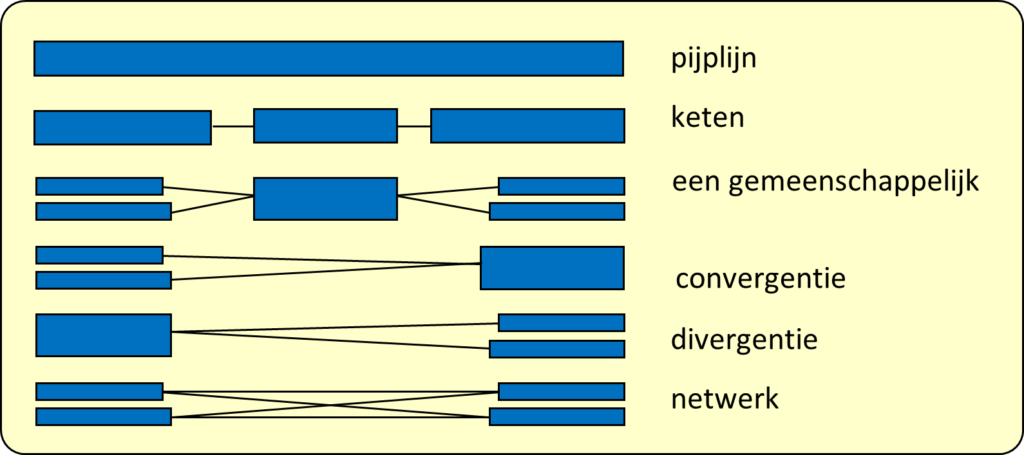
figuur 1: de verschillende basismodellen van transformatieprocessen
- Pijplijn
Het meest eenvoudige en ideale basismodel voor een productieproces is de pijplijn, één continu doorlopend proces. Vaak kun je in eerste instantie een logistieke keten voorstellen als zo’n pijplijn. Maar als je dan wat verdergaat inzoomen, zie je meestal één van de volgende modellen ontstaan.
Een pijplijn wordt een keten als er breuklijnen voorkomen in de (goederen-)stroom. Met breuklijn bedoelen we dat de operationele verantwoordelijkheid wisselt van de ene afdeling of machine naar de andere. Hier ontstaan de eerste logistieke problemen. De doorstroom moet worden afgestemd. Namelijk op de capaciteit van beide afdelingen (of machines). Vaak zullen tussenvoorraden ontstaan. Dit heeft nadelige gevolgen voor de doorlooptijd en de hoeveelheid onderhanden werk.
Als in een keten verschillende producten worden gefabriceerd, kan het zo zijn dat je ergens een gemeenschappelijk gebruikte capaciteitsbron tegen komt. Hier kunnen problemen ontstaan met betrekking tot de beschikbaarheid van de capaciteit, zodat er prioriteiten moeten worden gesteld. Er ontstaan wachtrijen. Er kunnen ook allerlei afstemmingsproblemen ontstaan. Als één van de voorgaande processen nog niet is afgerond, kan het gemeenschappelijke proces nog niet aan het betreffende product beginnen. Dit probleem kan worden opgevangen door tussenvoorraden, met de nadelige effecten van dien.
Hier is sprake van een proces met input vanuit verschillende toeleveringsprocessen (bijvoorbeeld assemblage in de computerindustrie). De stromen komen vanuit verschillende procesdelen bij elkaar in één proces. Let bij structuren van dit type op de inputzijde, want vaak ontstaan daar logistieke afstemmingsproblemen. Als één leverancier te laat is met zijn levering, staat het gehele proces stil. De voorraad grondstoffen en halffabrikaten is daarom vaak hoog in dit structuurtype. En de kans bestaat dat onderdelen, die op voorraad liggen, niet meer worden gebruikt, omdat bepaalde eindproducten niet meer worden gemaakt.
Een bepaald proces is leverancier voor verschillende andere processen. Een staalfabriek levert bijvoorbeeld staalplaat aan diverse autofabrieken. Het aantal verbindingen (stromen) loopt vanuit één proces naar verschillende vervolgbewerkingen. Bij divergente processen ontstaan vaak logistieke problemen aan de output-kant. Als er door storing of zo een tekort aan materiaal is, moeten prioriteiten worden gesteld waardoor je de ene klant voor laat gaan op de andere. Voorkomen van dit soort problemen kan als je van elk product een veiligheidsvoorraad aan legt. Maar daar zijn natuurlijk hoge kosten mee gemoeid.
- Netwerk
In een netwerk lopen de verschillende genoemde structuren door elkaar. Zowel convergentie, als divergentie tussen verschillende processen komt voor. In een logistiek netwerk kun je zowel problemen aan de input- als de output zijde verwachten.
Voorbeeld
Voor de processen bij PSatee kun je constateren dat het gaat om een keten van convergente en divergente processen. Convergentie komt je tegen in het begin van de keten, waar pinda’s, water en ingrediënten tot één basisproduct worden gekookt. Daarna beginnen divergente processen, omdat vanuit deze basispasta meerdere eindproducten kunnen worden gemaakt (bijvoorbeeld diverse verpakkingen).
In een bedrijf als PSatee komen ook gemeenschappelijke processen tegen, bijvoorbeeld de verpakkingslijn. De kook- en mengprocessen leiden tot diverse buffers met onverpakt eindproduct. De verpakkingslijn maakt daar dan eindproducten van.