Toepassen van Just In Time (JIT), of van elke andere methode die is afgeleid van het Toyota Manufacturing System, komt neer op zoveel als mogelijk elimineren van elke vorm van verspilling. Voorraadkosten behoren bij JIT tot de vermijdbare verspillingen. Met op JIT gebaseerde besturingssystemen zul je dus toewerken naar zo laag mogelijke voorraden onder het motto ‘de optimale voorraad is GEEN voorraad’.
De laagst mogelijke voorraad kan alleen worden bereikt met seriegroote één: in een JIT-systeem zul je dus streven naar één als de optimale seriegrootte. Dat is misschien niet letterlijk te realiseren, het doel is om te produceren in zo klein mogelijke series.
Hoe kun je dit rijmen met de theorie van de economische bestelserie?
Het EOQ-model berekent de optimale productieserie, met onder andere de bestelkosten als input. Dat zijn (in een productie omgeving) de kosten voor het omschakelen en instellen van de machine of de productielijn. Met het EOQ-model ga je er van uit dat je deze kosten onvermijdelijk zijn en daadwerkelijk elke keer moeten worden gemaakt, als een nieuwe serie wordt gestart.
JIT draait het probleem om: JIT accepteert niet zomaar de gegeven omstelkosten, maar keert als het ware de vraagstelling om: als je kleine series van je product op een efficiënte wijze wilt maken, hoe hoog mogen dan de omstelkosten zijn? Zie figuur 4.
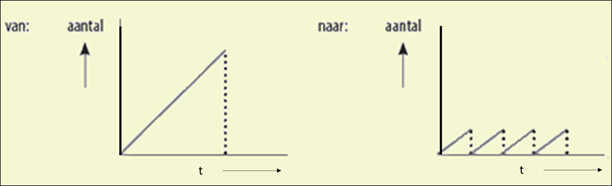
Figuur 4 JIT betekent werken met kleine series
Met een JIT-systeem streef je naar de laagst mogelijke omstelkosten om economisch verantwoord te kunnen produceren in kleine series. Er zijn verschillende concepten, die daarbij helpen, bijvoorbeeld SMED en RTS. Deze concepten zijn erop gericht om de interne omsteltijd te verlagen. De interne omsteltijd omvat alle omstelactiviteiten die je alleen kunt uitvoeren als de machine stilstaat.
RTS is de afkorting van Rapid Tool Setting. Dit zijn technieken om de fysieke handelingen van het omstellen te versnellen. Een voorbeeld is de bevestiging van een mal in een persbank. Als je gebruikmaakt van conventionele bevestiging met bouten en moeren, kost het de monteur veel tijd om de ene mal los en de volgende vast te ‘sleutelen’. RTS zal in dit geval gebruik maken van speciale bevestigingstechnieken, een klem of een speciale moer die maar één slag hoeft te draaien om de mal in de pers vast te zetten.
SMED staat voor Single Minute Exchange of Die. Een die is een mal. Het gaat er bij SMED om dat je methoden ontwikkelt, waardoor de mallen in een machine heel snel kunnen worden gewisseld als je van het ene product omschakelt naar het andere. In één minuut, of in ieder geval binnen een ééncijferig aantal minuten. Omstellen mag dus niet langer dan negen minuten duren.
Een praktische manier om dat te doen, is het verkorten van de interne omstelactiviteiten door meer te doen in de externe omsteltijd. De externe omsteltijd omvat alle activiteiten die je kunt uitvoeren als de machine aan het werk is, dus nog produceert voor de omstelling, of alweer produceert na de omstelling. Dat gaat bijvoorbeeld om het papierwerk, het klaarzetten van stempels en gereedschappen, en het aan- en afvoeren van materiaal. Maar het gaat verder. Het gaat ook over de installatie zelf, bijvoorbeeld delen van de machine dubbel uitvoeren, zodat complete wisselunits kunnen worden gereed gemaakt terwijl de machine draait. Terwijl de ene unit in productie is, bouw je de tweede alvast om voor de volgende fabricageorder.
Als je de omstelactiviteiten splitst in interne en externe, zal de machine korter hoeven stil te staan voor een ombouw. De machine staat alleen nog stil tijdens de interne omsteltijd. Alle overige omstelactiviteiten en de administratieve afhandeling (melden van draaitijd, opbrengst etc.) worden uitgevoerd terwijl de machine nog bezig is met produceren of alweer draait voor de serie van het volgende product.
Voorbeeld
Bakker Gert is een grote regionale bakkerij, een bedrijf dat brood levert aan de vestigingen van grootwinkelbedrijven in de wijde omgeving. Op de kwaliteit valt niets af te dingen, die is en blijft goed maar het product is (bijna) gestandaardiseerd, dus de prijs is goed vergelijkbaar met die van andere bakkerijen. Wat doet Bakker Gert om toch net iets meer te betekenen dan zijn concurrenten?
Hij kiest een van de andere elementen uit de marketingmix als sturingsbron. Hij luistert daarbij goed naar zijn klant en kiest voor versheid als verkoopargument. Denkend aan de principes van JIT besluit hij het brood meerdere keren per dag aan de supermarkten te leveren. Op het eerste gezicht denk je dat dit hem veel zal gaan kosten door de kleinere productieseries en de toegenomen transporten. Maar het blijkt een gunstige bijwerking te hebben: de piek in productie wordt lager, hij kan het werk beter spreiden over de dag. Met andere woorden, hij kan zijn oven (de bottleneck in zijn proces) meer uren per etmaal effectief gebruiken. En voor zijn klanten (de grootwinkelbedrijven) houdt het in dat er minder voorraad in de winkel ligt, waardoor er in dezelfde schapruimte meer broodsoorten kunnen worden aangeboden. De omzet stijgt.
In plaats van één productiecyclus waar veel capaciteit voor nodig is, maakt Bakker Gert meerdere cycli per etmaal. Zijn klanten (de winkels) kunnen aan de vraag voldoen met veel minder voorraad en hij zelf kan zijn omzet vergroten zonder capaciteitsuitbreiding.